- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Progresso della tecnologia epitassiale SiC da 200 mm dell'Italia LPE
2024-08-06
introduzione
Il SiC è superiore al Si in molte applicazioni grazie alle sue proprietà elettroniche superiori come stabilità alle alte temperature, ampio intervallo di banda, elevata intensità del campo elettrico di rottura ed elevata conduttività termica. Oggi, la disponibilità di sistemi di trazione per veicoli elettrici sta migliorando notevolmente grazie alle velocità di commutazione più elevate, alle temperature operative più elevate e alla minore resistenza termica dei transistor a effetto di campo a semiconduttore a ossido di metallo SiC (MOSFET). Il mercato dei dispositivi di potenza basati su SiC è cresciuto molto rapidamente negli ultimi anni; pertanto, è aumentata la richiesta di materiali SiC di alta qualità, privi di difetti e uniformi.
Negli ultimi decenni, i fornitori di substrati 4H-SiC sono stati in grado di aumentare i diametri dei wafer da 2 pollici a 150 mm (mantenendo la stessa qualità dei cristalli). Oggi, la dimensione del wafer tradizionale per i dispositivi SiC è di 150 mm e, al fine di ridurre il costo di produzione per unità di dispositivo, alcuni produttori di dispositivi sono nelle prime fasi di creazione di fab da 200 mm. Per raggiungere questo obiettivo, oltre alla necessità di wafer SiC da 200 mm disponibili in commercio, è altamente auspicabile anche la capacità di eseguire un'epitassia SiC uniforme. Pertanto, dopo aver ottenuto substrati SiC da 200 mm di buona qualità, la prossima sfida sarà quella di eseguire una crescita epitassiale di alta qualità su questi substrati. LPE ha progettato e costruito un reattore CVD orizzontale monocristallino a parete calda completamente automatizzato (denominato PE1O8) dotato di un sistema di impianto multizona in grado di elaborare substrati SiC fino a 200 mm. Qui riportiamo le sue prestazioni sull'epitassia 4H-SiC da 150 mm nonché i risultati preliminari sugli epiwafer da 200 mm.
Risultati e discussione
PE1O8 è un sistema da cassetta a cassetta completamente automatizzato progettato per elaborare wafer SiC fino a 200 mm. Il formato può essere commutato tra 150 e 200 mm, riducendo al minimo i tempi di fermo dell'utensile. La riduzione delle fasi di riscaldamento aumenta la produttività, mentre l’automazione riduce la manodopera e migliora la qualità e la ripetibilità. Per garantire un processo di epitassia efficiente e competitivo in termini di costi, vengono riportati tre fattori principali: 1) processo veloce, 2) elevata uniformità di spessore e drogaggio, 3) formazione di difetti ridotta al minimo durante il processo di epitassia. Nel PE1O8, la piccola massa di grafite e il sistema di carico/scarico automatizzato consentono di completare una corsa standard in meno di 75 minuti (una ricetta standard di diodo Schottky da 10μm utilizza un tasso di crescita di 30μm/h). Il sistema automatizzato consente il carico/scarico ad alte temperature. Di conseguenza, sia i tempi di riscaldamento che quelli di raffreddamento sono brevi, eliminando già la fase di cottura. Tali condizioni ideali consentono la crescita di materiale veramente non drogato.
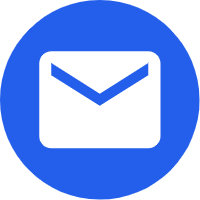
La compattezza dell'attrezzatura e il suo sistema di iniezione a tre canali si traducono in un sistema versatile con elevate prestazioni sia in termini di drogaggio che di uniformità di spessore. Ciò è stato eseguito utilizzando simulazioni di fluidodinamica computazionale (CFD) per garantire un flusso di gas comparabile e uniformità di temperatura per formati di substrato da 150 mm e 200 mm. Come mostrato nella Figura 1, questo nuovo sistema di iniezione eroga il gas in modo uniforme nelle parti centrale e laterale della camera di deposizione. Il sistema di miscelazione del gas consente la variazione della chimica del gas distribuito localmente, espandendo ulteriormente il numero di parametri di processo regolabili per ottimizzare la crescita epitassiale.
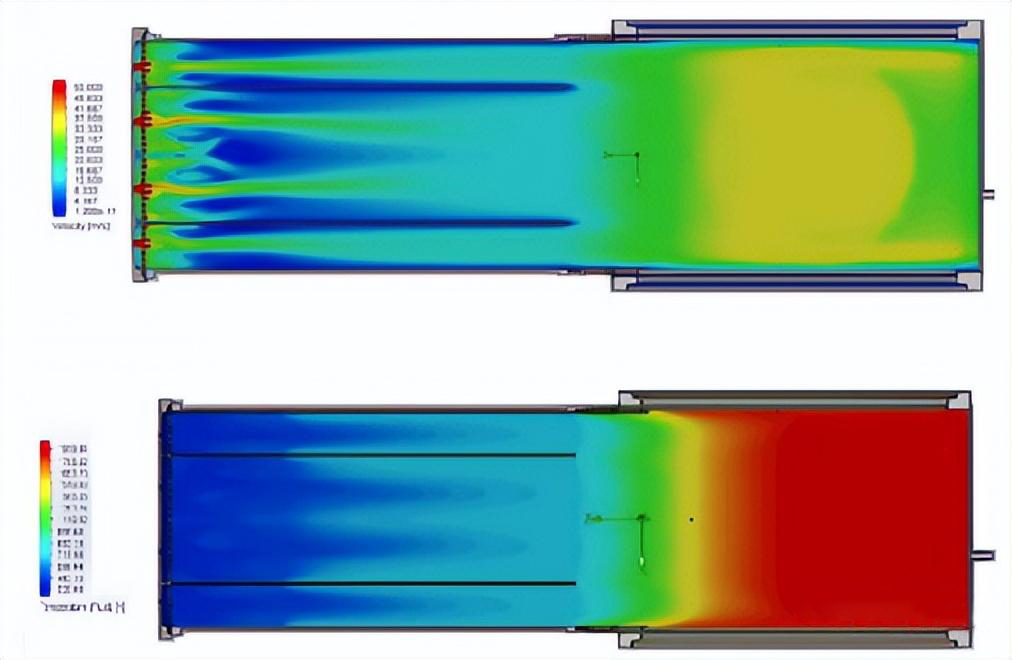
Figura 1 Magnitudo simulata della velocità del gas (in alto) e della temperatura del gas (in basso) nella camera di processo PE1O8 su un piano situato 10 mm sopra il substrato.
Altre caratteristiche includono un sistema di rotazione del gas migliorato che utilizza un algoritmo di controllo del feedback per uniformare le prestazioni e misurare direttamente la velocità di rotazione, e una nuova generazione di PID per il controllo della temperatura. Parametri del processo epitassia. Un processo di crescita epitassiale 4H-SiC di tipo n è stato sviluppato in una camera prototipo. Triclorosilano ed etilene sono stati utilizzati come precursori per gli atomi di silicio e carbonio; L'H2 è stato utilizzato come gas di trasporto e l'azoto è stato utilizzato per il drogaggio di tipo n. Substrati SiC commerciali da 150 mm con rivestimento in Si e substrati SiC da 200 mm di livello di ricerca sono stati utilizzati per far crescere epistrati 4H-SiC 1×1016 cm-3 n-drogati con spessore di 6,5 μm. La superficie del substrato è stata attaccata in situ utilizzando un flusso di H2 a temperatura elevata. Dopo questa fase di attacco, è stato fatto crescere uno strato tampone di tipo n utilizzando una bassa velocità di crescita e un basso rapporto C/Si per preparare uno strato levigante. Sopra questo strato tampone è stato depositato uno strato attivo con un elevato tasso di crescita (30μm/h) utilizzando un rapporto C/Si più elevato. Il processo sviluppato è stato poi trasferito in un reattore PE1O8 installato presso l'impianto svedese della ST. Parametri di processo e distribuzione del gas simili sono stati utilizzati per campioni da 150 mm e 200 mm. La messa a punto dei parametri di crescita è stata rinviata a studi futuri a causa del numero limitato di substrati da 200 mm disponibili.
Lo spessore apparente e le prestazioni di drogaggio dei campioni sono stati valutati rispettivamente mediante sonda al mercurio FTIR e CV. La morfologia superficiale è stata studiata mediante microscopia a contrasto differenziale di interferenza Nomarski (NDIC) e la densità dei difetti degli epistrati è stata misurata mediante Candela. Risultati preliminari. I risultati preliminari del drogaggio e dell'uniformità dello spessore dei campioni cresciuti epitassialmente da 150 mm e 200 mm elaborati nella camera del prototipo sono mostrati nella Figura 2. Gli epistrati sono cresciuti uniformemente lungo la superficie dei substrati da 150 mm e 200 mm, con variazioni di spessore (σ/media ) rispettivamente dello 0,4% e dell'1,4% e variazioni di doping (σ-media) dell'1,1% e del 5,6%. I valori di drogaggio intrinseco erano circa 1×1014 cm-3.
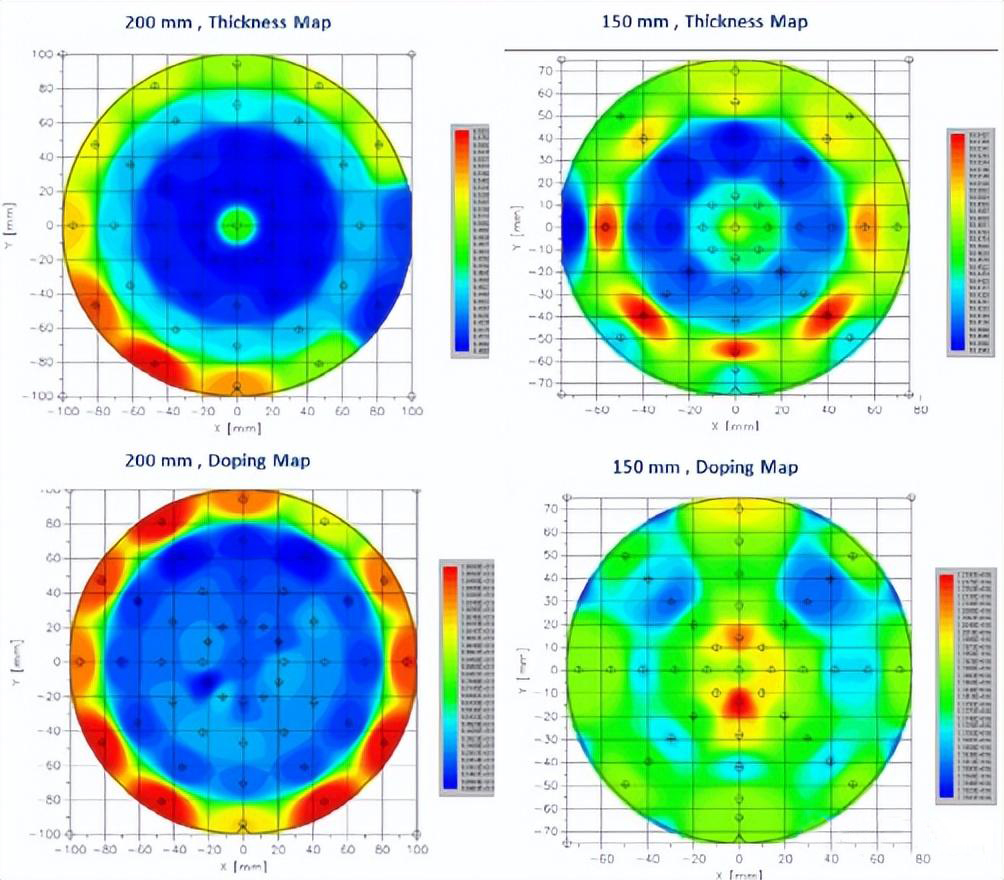
Figura 2 Spessore e profili di drogaggio degli epiwafer da 200 mm e 150 mm.
La ripetibilità del processo è stata studiata confrontando le variazioni da un ciclo all'altro, risultando in variazioni di spessore fino allo 0,7% e variazioni di drogaggio fino al 3,1%. Come mostrato nella Figura 3, i risultati del nuovo processo da 200 mm sono paragonabili ai risultati all'avanguardia precedentemente ottenuti su 150 mm da un reattore PE1O6.
Figura 3 Spessore strato per strato e uniformità del drogaggio di un campione da 200 mm elaborato da una camera prototipo (in alto) e un campione all'avanguardia da 150 mm fabbricato con PE1O6 (in basso).
Per quanto riguarda la morfologia superficiale dei campioni, la microscopia NDIC ha confermato una superficie liscia con ruvidità al di sotto del range rilevabile al microscopio. Risultati PE1O8. Il processo è stato poi trasferito ad un reattore PE1O8. Lo spessore e l'uniformità del drogaggio degli epiwafer da 200 mm sono mostrati nella Figura 4. Gli epistrati crescono uniformemente lungo la superficie del substrato con variazioni di spessore e drogaggio (σ/media) pari rispettivamente al 2,1% e al 3,3%.
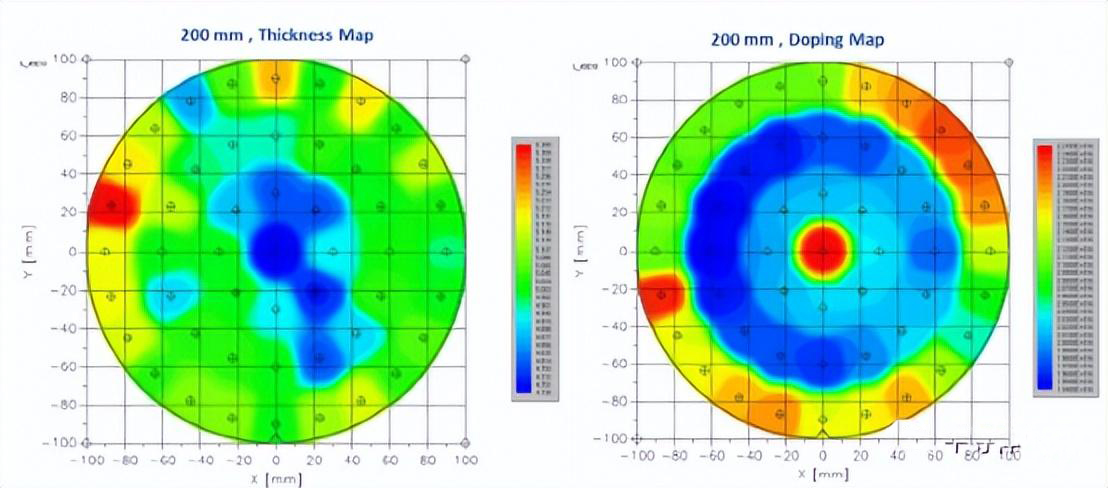
Figura 4 Spessore e profilo di drogaggio di un epiwafer da 200 mm in un reattore PE1O8.
Per studiare la densità dei difetti dei wafer cresciuti epitassialmente, è stata utilizzata la candela. Come mostrato nella figura. Sui campioni da 150 mm e 200 mm sono state raggiunte densità totali di difetti pari a 5, pari a 1,43 cm-2 e 3,06 cm-2. L'area totale disponibile (TUA) dopo l'epitassia è stata quindi calcolata pari al 97% e al 92% rispettivamente per i campioni da 150 mm e 200 mm. Vale la pena ricordare che questi risultati sono stati raggiunti solo dopo poche esecuzioni e possono essere ulteriormente migliorati mettendo a punto i parametri del processo.
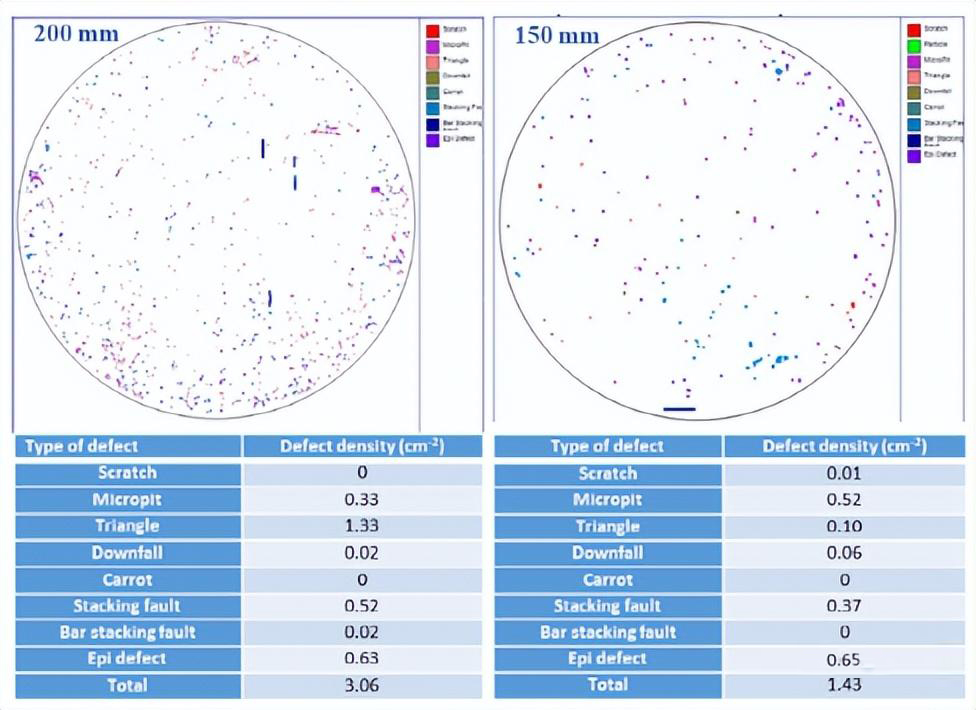
Figura 5 Mappe dei difetti Candela di epiwafer da 200 mm (sinistra) e 150 mm (destra) spessi 6μm cresciuti con PE1O8.
Conclusione
Questo articolo presenta il reattore CVD a pareti calde PE1O8 di nuova concezione e la sua capacità di eseguire un'epitassia 4H-SiC uniforme su substrati da 200 mm. I risultati preliminari su 200 mm sono molto promettenti, con variazioni di spessore fino al 2,1% sulla superficie del campione e variazioni delle prestazioni di drogaggio fino al 3,3% sulla superficie del campione. È stato calcolato che la TUA dopo l'epitassia è pari al 97% e al 92% rispettivamente per i campioni da 150 mm e 200 mm e si prevede che la TUA per 200 mm migliorerà in futuro con una maggiore qualità del substrato. Considerando che i risultati su substrati da 200 mm qui riportati si basano su poche serie di test, riteniamo che sarà possibile migliorare ulteriormente i risultati, che sono già vicini allo stato dell’arte su campioni da 150 mm, mediante messa a punto dei parametri di crescita.